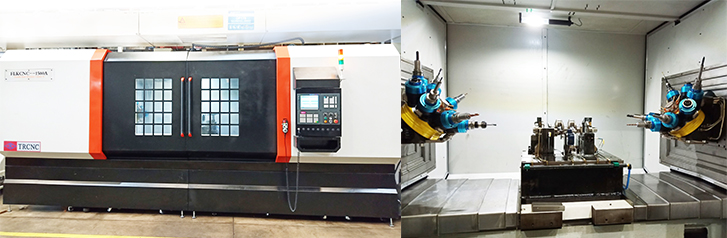
GSK 988TD System Applies on Dual-Channel Turning & Milling Compound Horizontal Machining Center of Weihai Company From Shandong
Customer Requirement:
- PLC axis control carries out that the spindle and tool-post are shared a same group and two gears ratio driving;
- PLC achieves the normal tool-change of Italy OMG turret, and it is necessary to solve that the tool nose of retraction does not inconsistent when the boring is performed the odd and-even tool case based upon that the Siemens matches with this turret;
- The PLC can be carried out the conditional safety judgment of loading/unloading of the truss, which connects with the external truss controllable system in real-time to achieve the loading/unloading of the truss.
- To ensure the precision of the machine tool and achieve the flange hole machining of the crankshaft and replace the machine tool with the same procedure of Siemens.
Troubleshooting:
- X, Z, Y and C axes at both channels are adopted the servo motor with 17-bit absolute encoder; the spindles at both channels are used the spindle motor of incremental 5000 linear encoder.
- X and Y axes of both channels are used the Heidham LC185 grating ruler regarding as feedback components that can be effectively improve the accuracy of the machine tool.
- Compiling the ladder diagram to achieve the controllable logic of the Italy OMG turret and set the tool number of the boring and perform the odd-even detection of the tool number. When the object tool number is boring, whether the spindle is changed the direction to regard as conditional judgment when the turret is released; so that the direction of tool nose is solved when the boring is retreated.
- Compiling the ladder diagram to achieve the external truss performing the automatic loading/unloading safely and effectively.
Application Effect:
- Achieving the compound machining of turning, drilling, boring, milling and tapping of axial/radial direction;
- PLC axis in system achieves its tool-change logic and effectively solves inconsistent direction of tool nose when the boring processes the tool-retraction.
- The functions, such as the automatic loading/unloading of truss, synchronism between paths/overlapping/compound control and M waiting, are flexibly used, which the machining cooperation between two channels are more integrated and effectively improved its processing efficiency, and it can be absolutely replaced the Siemens system to perform the production and processing with a same procedure.