The Cam Grooving Machining Application of GSK988TD System on the Combination Machine Tool of Four-Axis Linkage Turning and Milling
Customer’s Requirement:
- The chamfering of machining contour is even and the milling at the bottom is smooth.

Material:
- Component contour: diameter contour φ36, length: 73
Program, tool:
Procedure 1 (Rough-starting): O1660(Rough-starting, raw-material φ36- procedure 1/ tool name: φ8R4 ball-cutter\ milling of each layer – 1mm for each layer);
Procedure 2 (Contour rough-starting): O1661(Contour rough-starting – procedure 2)/tool name: φ4 flat-cutter/milling of each layer – 0.2mm for each layer);
Procedure 3 (Contour and fine-milling at its bottom: O1662(Contour and fine-milling – procedure 3/ tool name: φ4 flat-cutter);
Procedure 4 (Contour chamfering): O1663(contour chamfering – procedure 4/ tool name: φ4R2 ball-cutter).
Notice:
- It is necessary to keep away from the interference between clamping workpiece and dynamic head when the chuck clamps the raw-material.
- Machining program (Note: The start, end, speed and feed of the program should be determined by the system and machine tool).
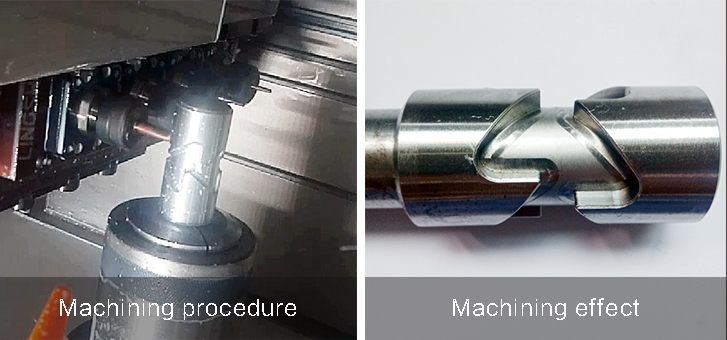
Machining samples and videos
Roughness at the bottom of the workpiece:
Ra 1.1354 um
Rp 4.1687 um
Rv 2.6922 um
Rt 8.1931 um
RSm 68.7479 um