GSK 218MC CNC System Applies on Gear Machine of Hebei Manufacturing Company
Customer Requirement:


- Using the hobbing cutting method to process different workpiece of gear types, such as direct, oblique, drum-shaped and turbo. The direct connection gear and directional gear can be performed as well, and the taper spline and stage gear also can be processed.
- In order to provide a parameterization operation interface for users, user can select the machining program of the column gear, taper gear, turbo and drum-shaped gear; input the parameters such as the tool, workpiece and technology and feed times; the system will automatically produce the processing program instead of any programming commands;
- The hobbing shaft will be changed into the motor drive, which can be achieved the arbitrary machining of the gear numbers; using the dedicated hobbing command to realize the linkage hobbing gear. The machining gear numbers, workpiece rotation speed and processing depth of gear can be set by the simple programming commands.
- The previous completed machining program can be performed after the power is turned on and then restart it again. (Firstly perform the rough machining, secondly turn off the power, and then continuously perform the fine processing after the power is tuned on.)
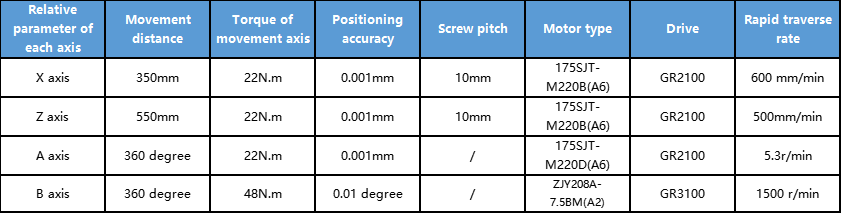
- There are 4 axes (X, Z, A and B) are regarded as the servo controllable axis; A is treated as the workpiece revolving axis and B is hobbing cutter revolving axis. Both A and B axes of its rotation relationship and speed can be realized by using the hobbing gear command G181 during processing and then the cutting of the gear is carried out. The X is called to the gear radial feed axis, which is used for controlling the hobbing radial positioning; the Z is gear axial feed axis, which is used for controlling the movement feed of axial gear.
- The external gear ratio of the cutters of hobbing machine is existed, that is, the driving ration between motor shaft and spindle does not 1:1. The hobbing function should be continuously processed the same workpiece after the power is turned off, and the hobbing axis should be positioned to the same place, so the 2nd position encoder or zero-return switch should be installed. And this customer selects to install a zero-return switch.
- The direction of the zero-return and axis movement should be same as the processing one, because the reverse interval of the both hobbing axis and rotation worktable are existed; and then it is guaranteed that the zero of both axes will not be deviated after the power is turned on again.
- System configure quantity: 15 tables
- Technology parameter
- 4 CNC axes are separately regarded as: B — Spindle revolving motion of hobbing cutter, A — Worktable revolving motion, X — Radial feed motion, Z — Axial feed motion;
- It can be carried out the hobbing direct connected gear and directed-gear and processed the taper spline and stage gear.
- Each kind of mechanical system and component are owned higher dynamic or static rigid; the tool drive uses the big power and stable AC frequency-convertor motor.
- The small amount and single production of the column oblique gear and turbine can be cut the spline axis in a certain range of the parameters.
- It is widely used in various mechanical manufacturing, for example: Automobile, Tractor, Machine tool, Engineering machinery, Mining machinery, Metallurgical machinery, Petroleum, Instrument and Aircraft spacecraft, etc. There are different types of the gear machining tools, which can be achieved the machine tool gear production with high efficiency in mass prouction.
- It can be carried out the multiple gear machining, such as the gear-milling and groove;