GSK 218MC CNC System Applies on Hobbing Gear Machining of Chongqing Machine Tool Factory
Customer Requirement:
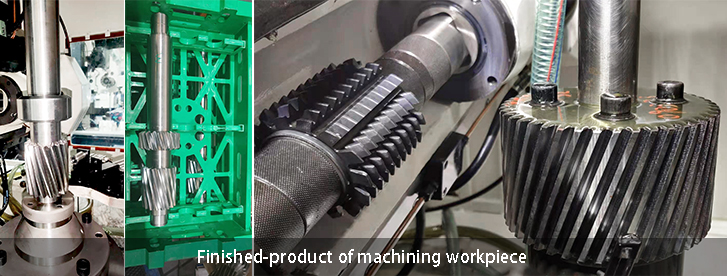
- YX3132CNC5 CNC System hobbing machine (Figure 1) is regarded as five-axis (X, Z, Y, B and C) CNC; four-axis (X, Z, B and C) linkage (Figure 2) is two kind of machine tools.
- Rolling cut the cylinder straight gear, oblique gear, small cone gear, drum-type gear, lack-of-gear and spline by the method of consecutively divided the gear by the gear hobbing cutter.
- Main motion axis B uses the AC spindle motor drive; servo axis uses the AC servo motor drive and dedicated gearing command to achieve the linkage rolling gear.
- The machine tool performs the fine-machine accuracy can be reached to GB10095—2001 gear precision standard level 6-7 based upon the criterion of CNC gear machine accuracy Q/CB0053-2000.
- The completed machining program of previous time can be performed after the power is turned on again (Firstly rough cutting machining, and the cut off; after that, the fine-machining can be performed consecutively after the power is turned on again).
- Add the ESP and alarm ESC proactive functions.
- Add the automatic gear-setting function.

Troubleshooting:
- The system software version is modified as V1.6 8a-EGB, which supports to 8 axes;
- Totally five axes, such as the X, Y, Z, B and C are regarded as the servo controllable axes; C is controlled the workpiece rotation axis; B is controlled hobbing cutter rotation axis. The exact rotation relationship and revolving speed between C and B can be achieved by using the hobbing cutter command G181 when processing, which can be performed the hobbing of gears. The axis X is treated as gear radial feed axis, which is used for controlling the hobbing radial position.
- Because the hobbing cutter axis of the hobbing gear machine exists the peripheral gear ratio; that is the driving ratio between the motor axis and the machine tool axis does not regarded as 1:1. The gear function should be consecutively processed the same workpiece after the power is turned off, and the hobbing cutter should be positioned to the same position, so it is necessary to install the 2nd position encoder or zero-return switch. The customer selects to install the zero-return switch.
- Because the hobbing cutter axis and rotation worktable are existed the reverse interval, so its processing direction should be same when the zero-return and axis movement are performed; so that the zero position of two axes will not be deviated after the power is turned on again.
- It can be achieved the ESP and alarm ESC protective function. If the hobbing gear machine tool synchronized with the electric gear cabinet function effects to the alarm of gear machining during processing, the X axis disconnects the gear state with workpiece from the hobbing when it alarms and then urgently retracts to prevent from the hobbing cutter damaging and workpiece invalidated.
- The hobbing gear technology should be performed still, after the gear thermal treatment or other technology steps; the machine tool owns the gear-setting function, which can be reduced the too-setting time from labor force, decreased the faults such as the tool damage, tool waste due to the misoperation from operators. The automatic gear-setting operational principle is that a measurement switch measures the corresponding C-axis position value of the top-gear and root-gear when revolving to count a corresponding fixed point (for example, a center of top-gear or root-gear) of measurement switch, and then C-axis moves to this position. Firstly, the hobbing position should be adjusted to absolutely matched instead of adjusting by hand, and then the gear-setting function can be achieved by simultaneously using the specified position.
- Configuration quantity of system : 20 pieces
- Technology Parameter

- Five CNC axes are divided into: B— Hobbing cutter spindle revolving motion; C— worktable rotation motion; X— Radial feed motion; Z— Vertical feed motion; Y— Tangential cutter-channeling;
- It owns the electric gear cabinet function; divided gear and differential motion are not matched with the change-gear.
- The machine tool owns working method of multiple machining circulars, which can be achieved square frame circular for many times, and the cutting value of each circular can be set in advance.
- It owns the functions, such as the automatic cutter-channeling, automatic workpiece clamping and automatic magnetic chip-removal, etc.
- The automatic cutter-channeling device and high efficiency dry-cutting can be guaranteed the machining quality and efficiency of processing.
- It suitable for the corresponding mechanical manufacturing industry, such as the automobile, tractor, gear machining, etc., which can be achieved the produced the spline axis in batch and high efficiency machine tool of gears.
- It can be carried out the multiple gear machining, such as the milling gear and grooving.